














静止或缓慢推动时(缠绕状态):分子链像面条一样互相交织、打结。当液体缓慢流动时,分子链没有足够的力量挣脱束缚,内部摩擦力极大,宏观表现为高粘度。 被快速挤压时(解缠与定向):当流速(剪切速率)加快,拉扯力超过纠缠力。分子链会被强行拉伸,顺着流动方向梳理整齐、平行排列。摩擦力断崖式下降,塑料突然“变稀”。



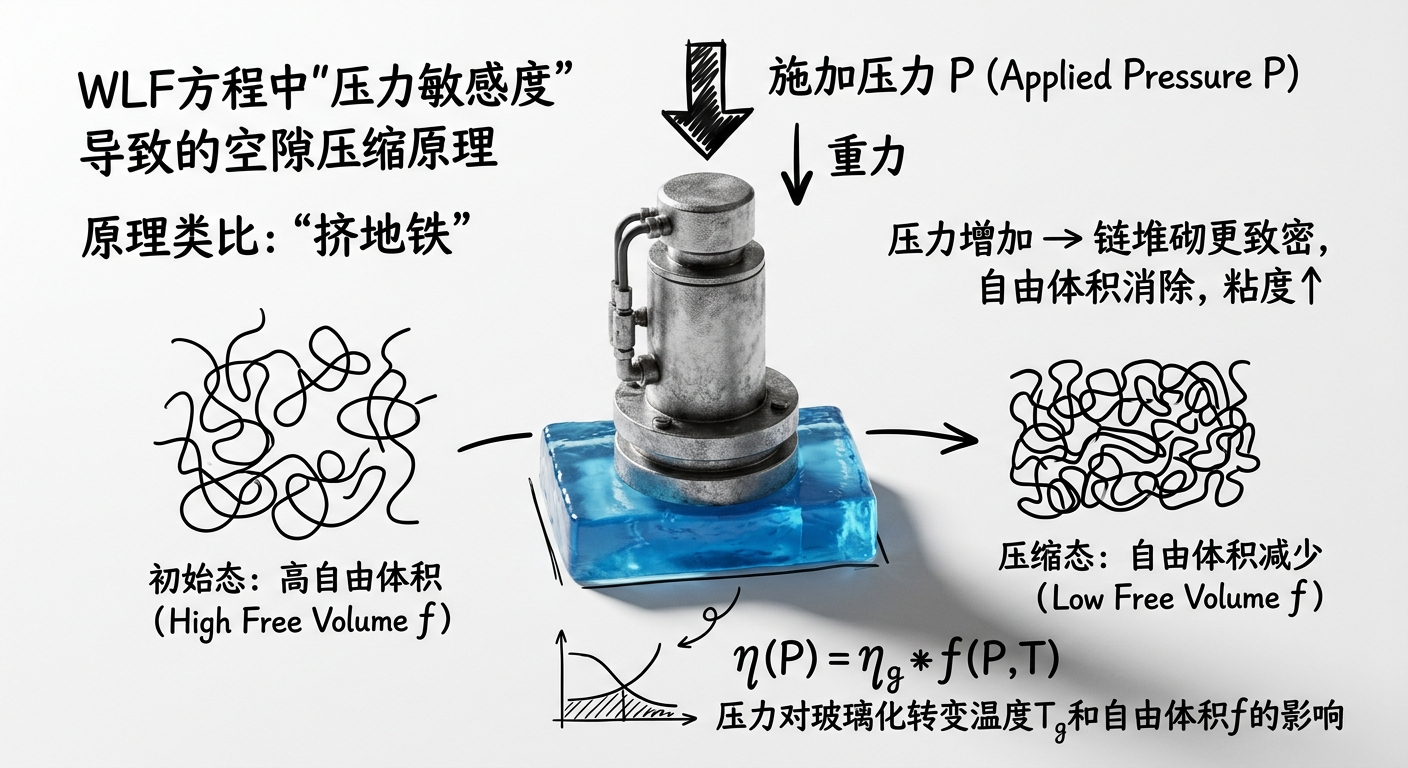
注塑速度(剪切速率)加快 -> 变稀 温度升高 -> 变稀 压力增大 -> 变稠 
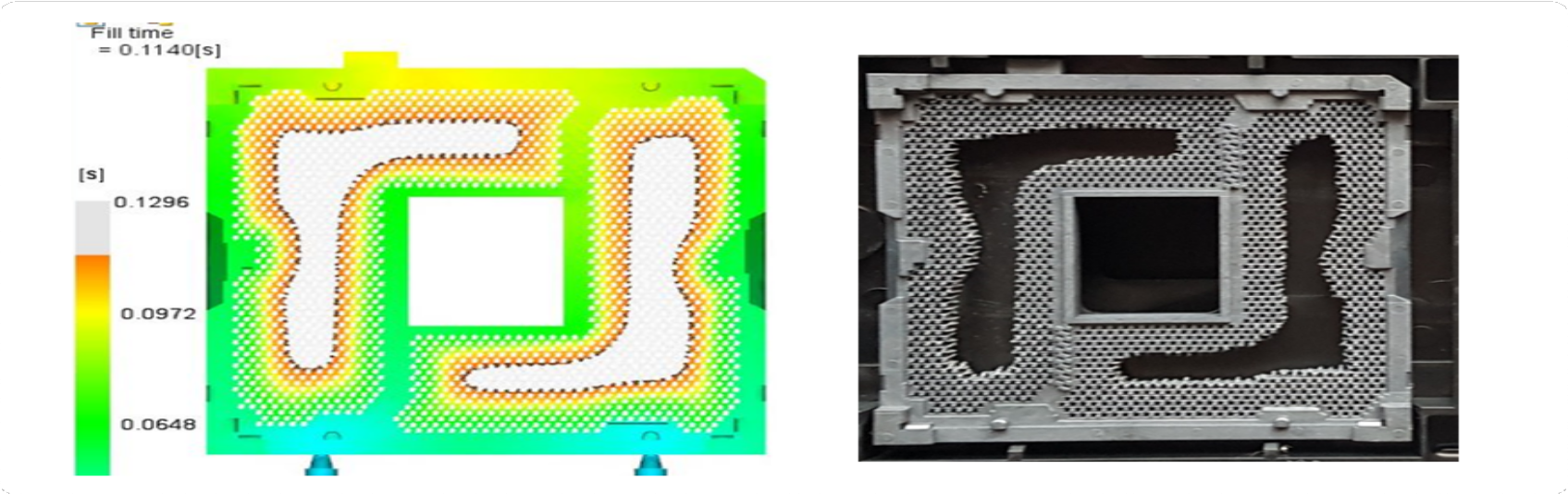
案例场景
假设你是⼀线注塑⼯程师,发现模具⻆落填不满(塑料太稠)。基于三⼤因素,你会调校机器上的哪两个“直观参数”?
工程师控制面板上的两个按钮

注射速度 (Injection Speed) :调快速度=增加剪切速率触发Cross方程剪切变稀效应(拉开分子锁链)。 熔体温度 (Melt Temperature) :调高温度=让分子更活跃触发WLF方程自由体积效应(增大空隙)。
所以,车间师傅常说的“加点速、加点温”,背后正是Cross-WLF模型在支撑!