













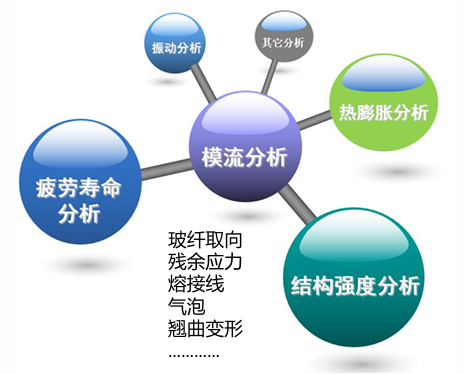
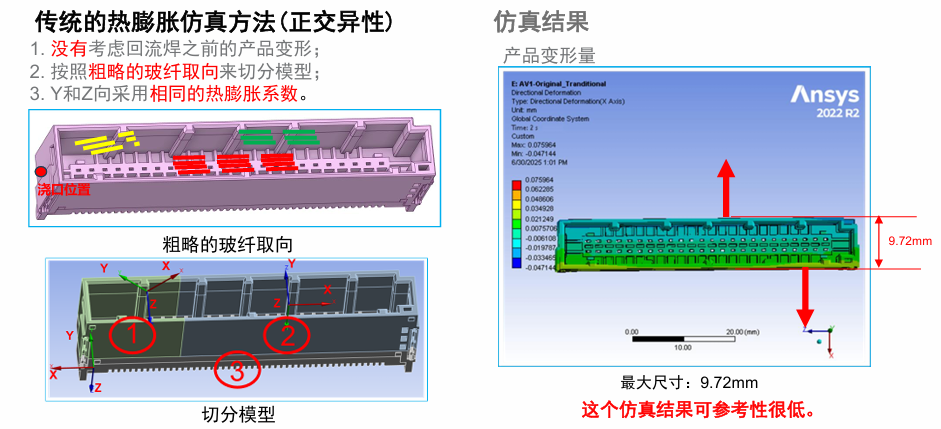
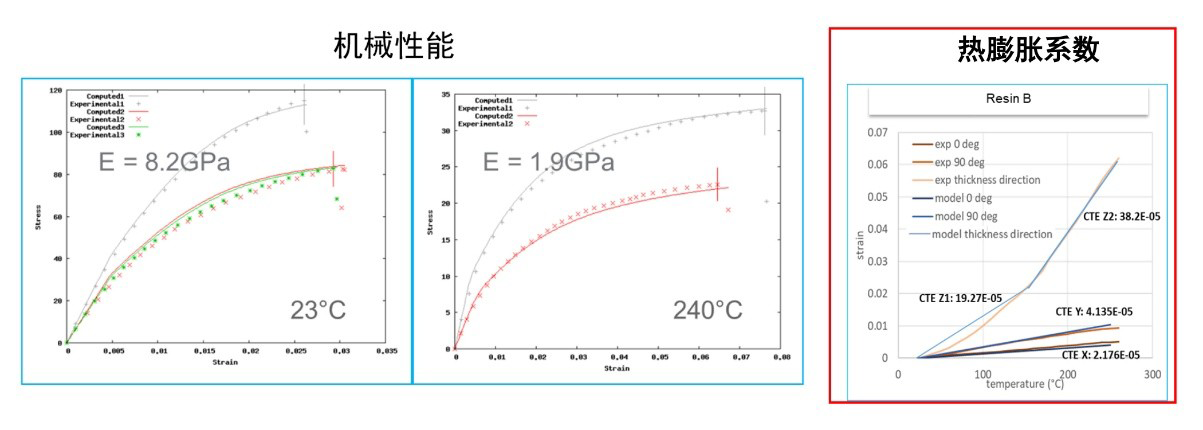
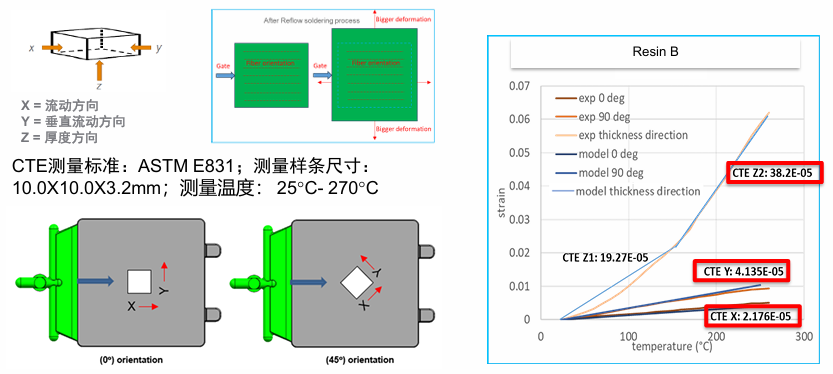
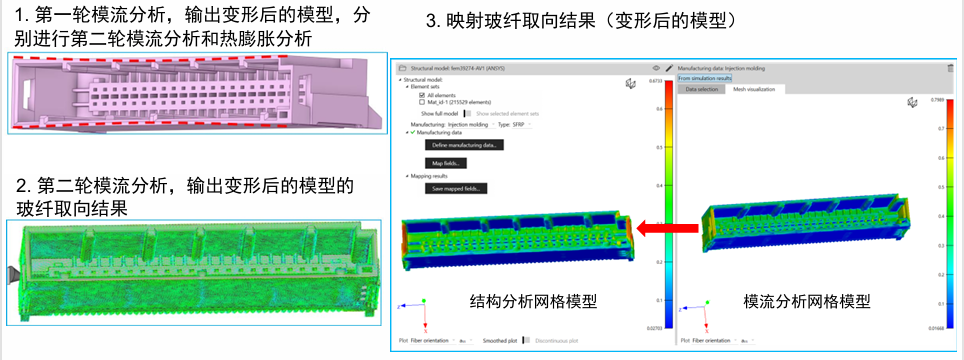
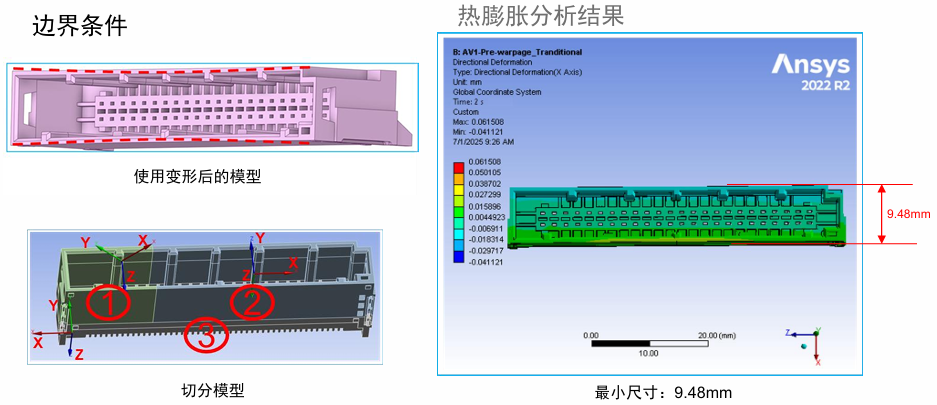
要考虑变形,用模流分析导出的变形后的产品去做热膨胀分析。 要考虑准确的玻纤取向,它的各向异性对产品膨胀性能是有影响的。 要考虑复合材料的性能,XYZ三个方向的热膨胀系数要实际测出来。


产品信息:
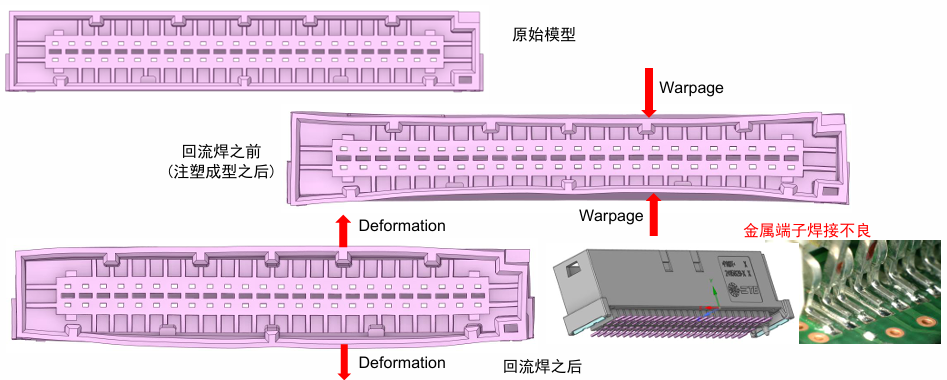
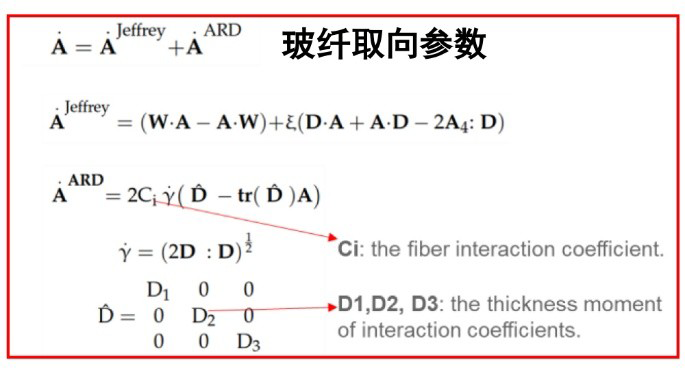
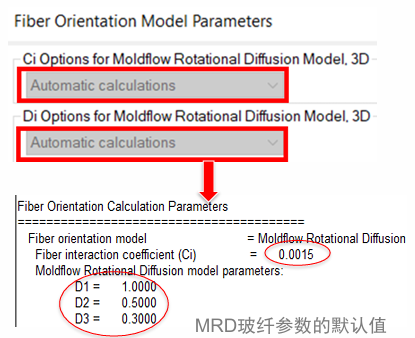
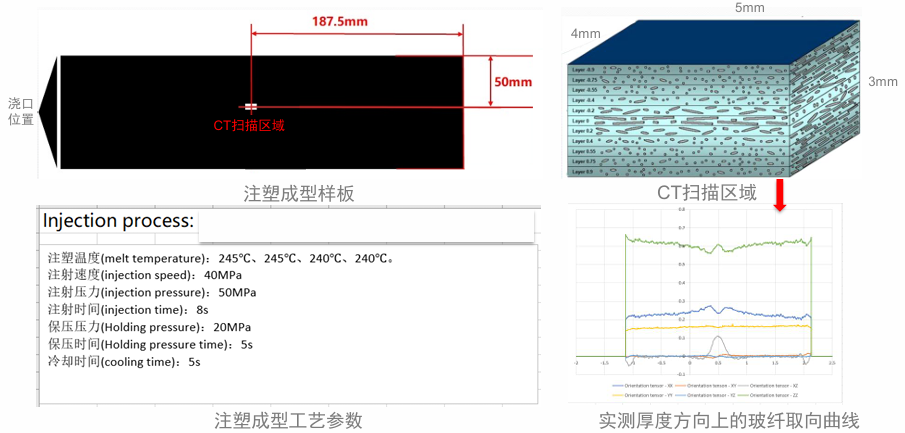
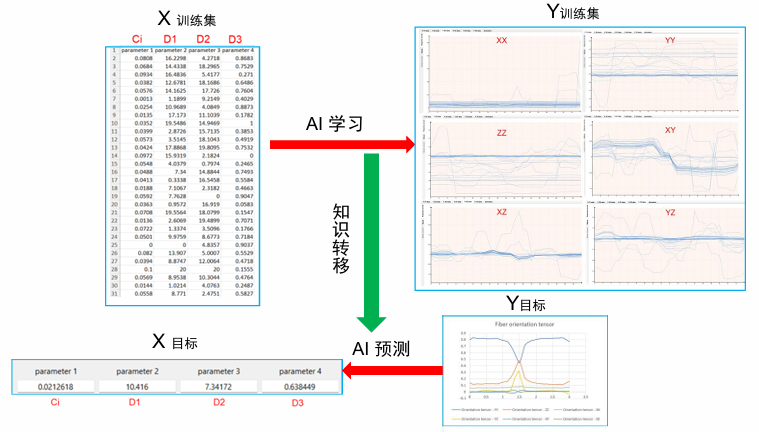
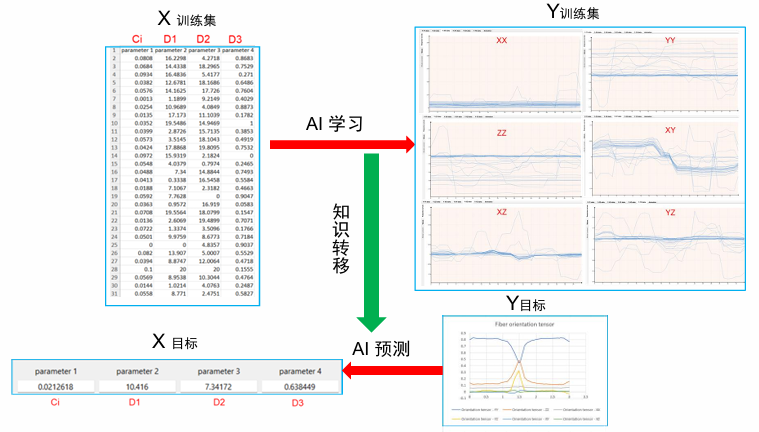
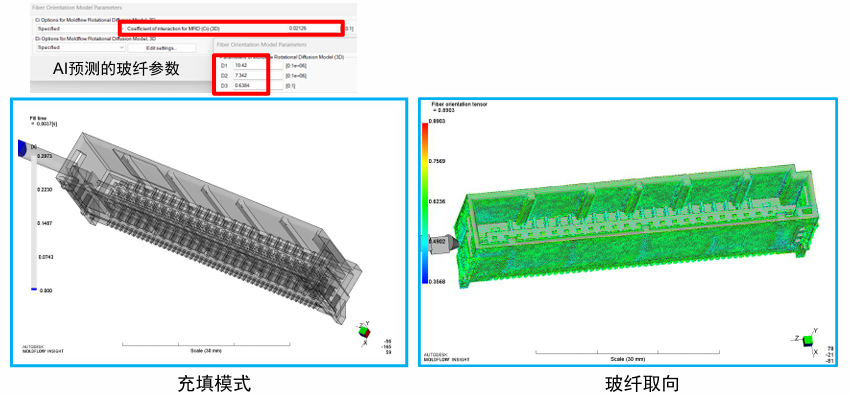
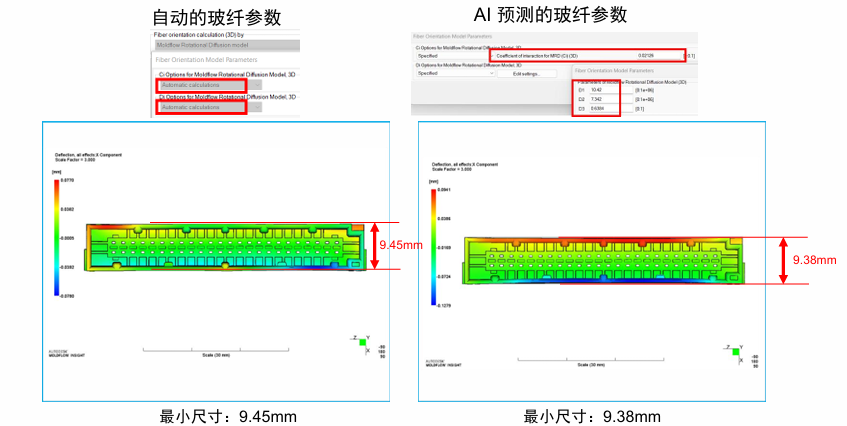
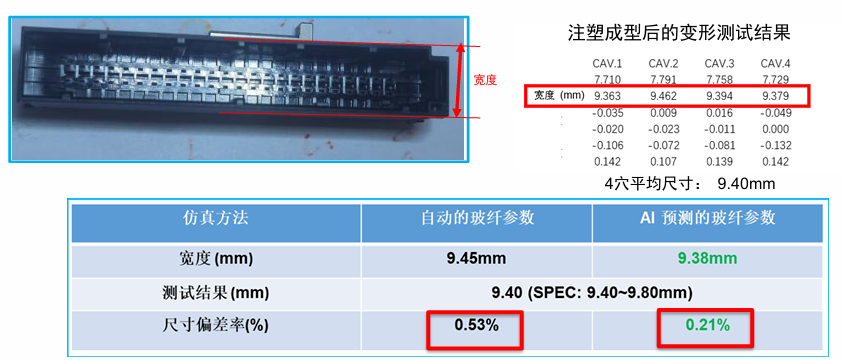
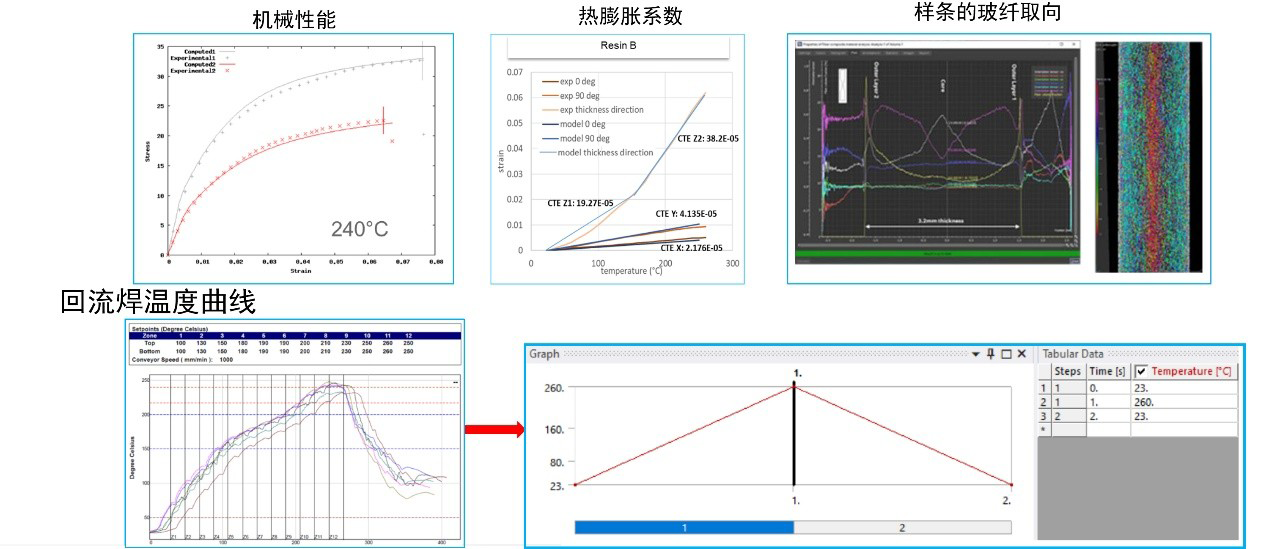
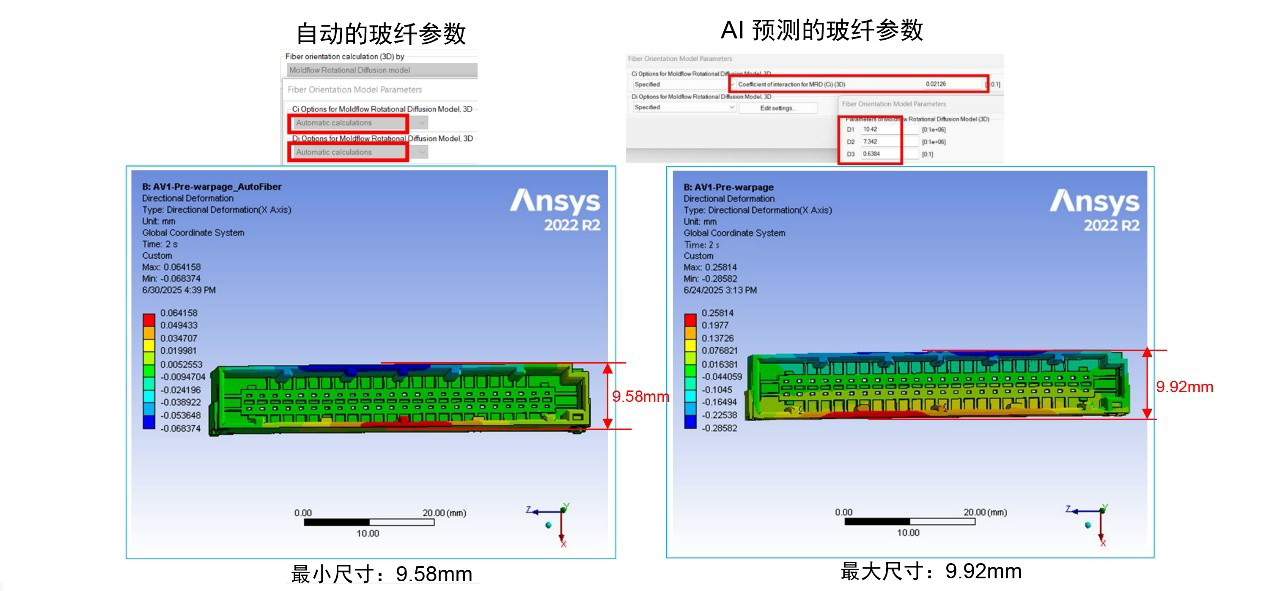
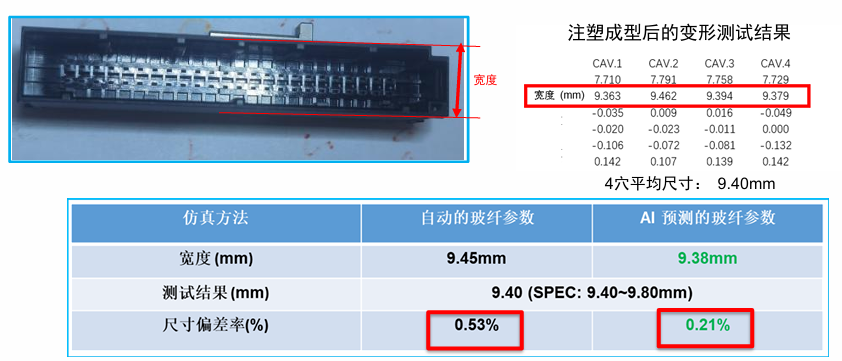
某型SMT连接器壳体:产品尺寸: 58.1x17.2x9.7mm,基本壁厚: 0.9mm塑胶材料:Resin B(Ci=0.02126,D1=10.416,D2=7.342, D3=0.6384),用之前AI标定的材料四个参数做模拟分析,可以得到更准确的玻纤取向的结果。生产工艺: 回流焊(23℃ ->260 ℃ ->23 ℃)尺寸要求: 9.40mm<宽度(原始尺寸=9.60mm)< 9.80mm两次验证产品尺寸:回流焊前(注塑成型后)和回流焊后
联合仿真分析流程
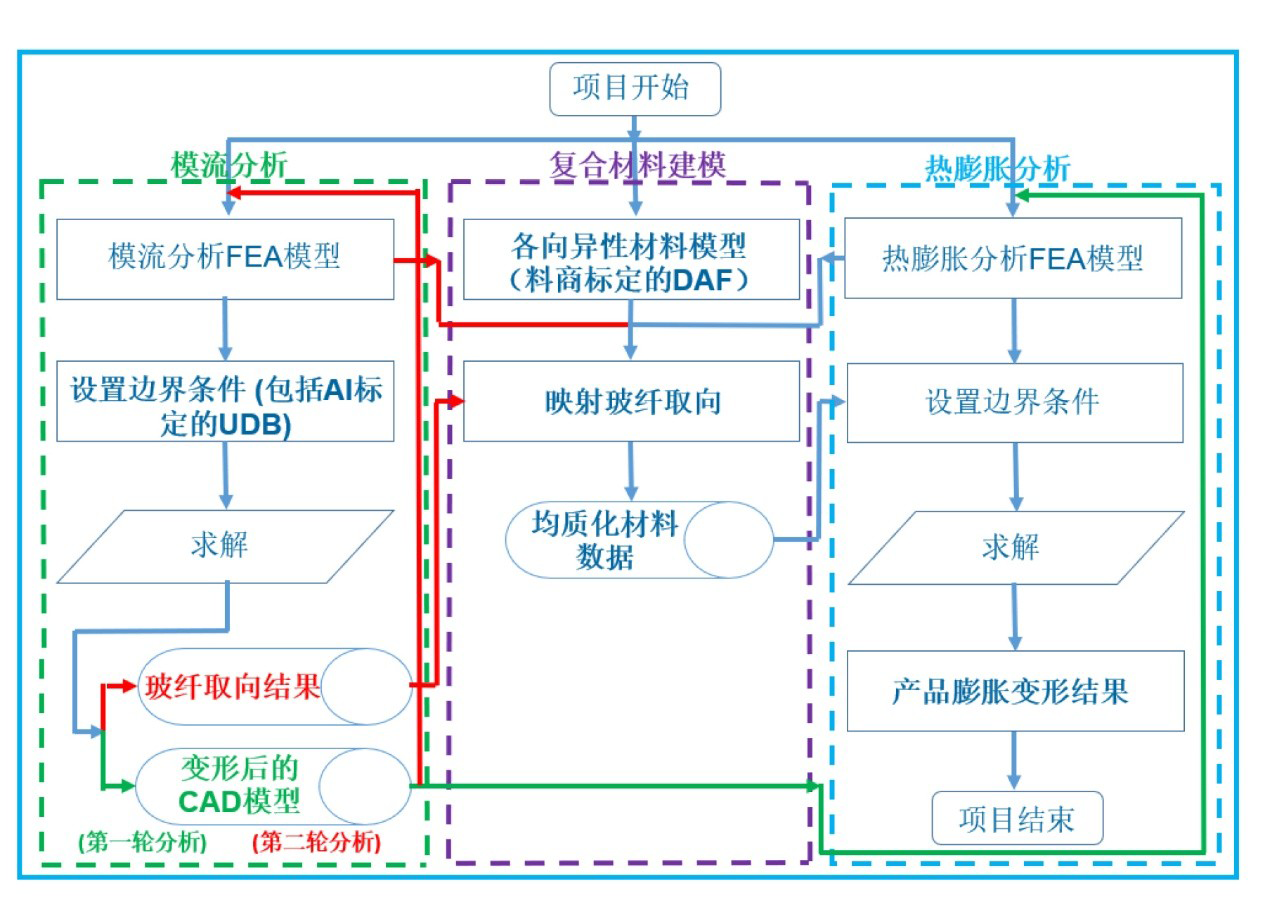
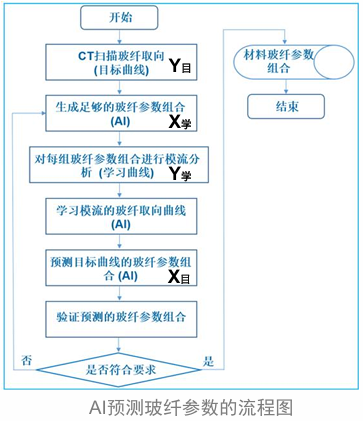
1.AI预测玻纤参数2.两轮模流分析3.复合材料数据卡片4.联合仿真
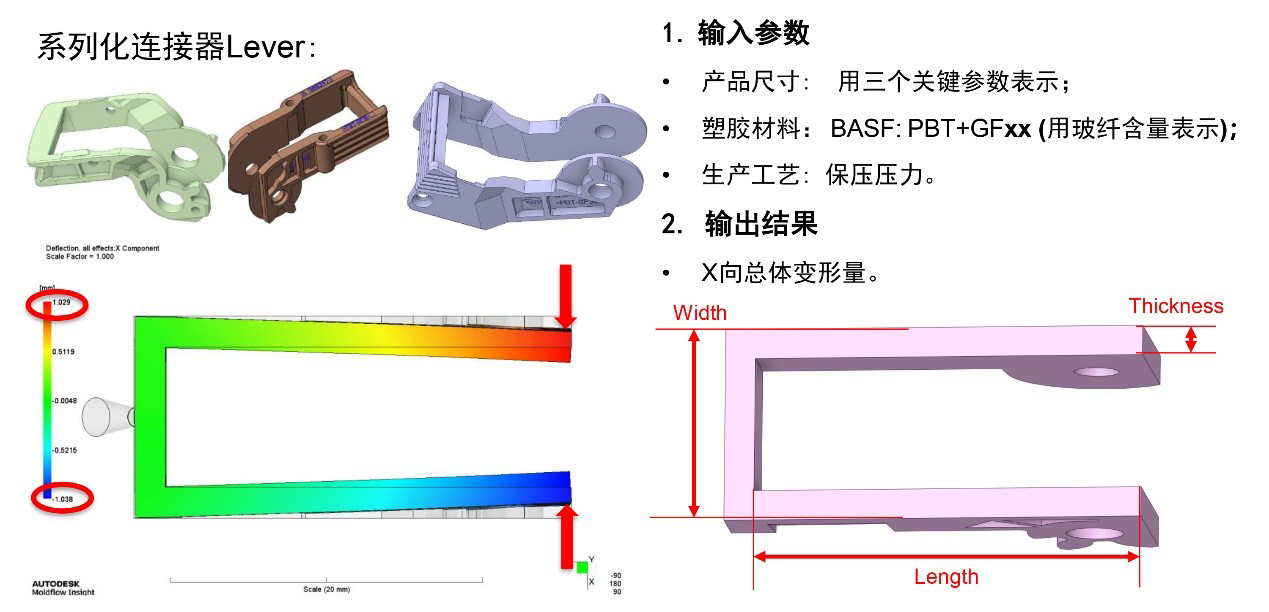
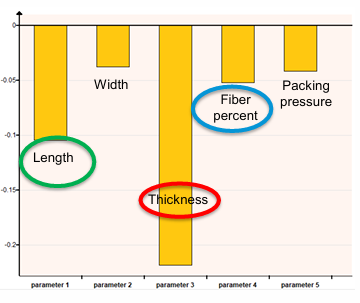
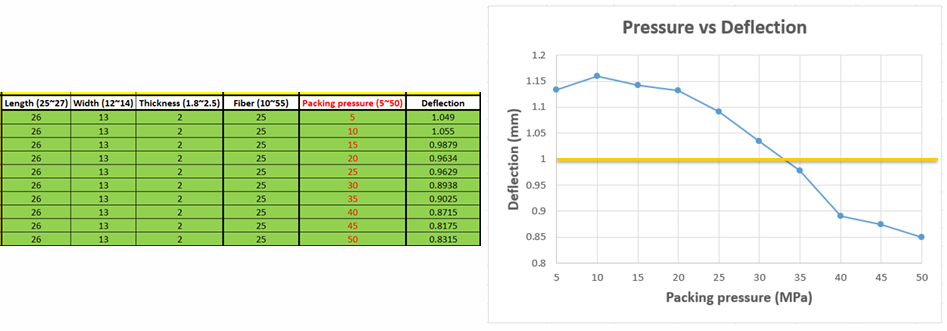
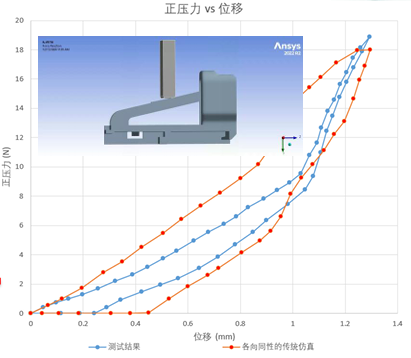
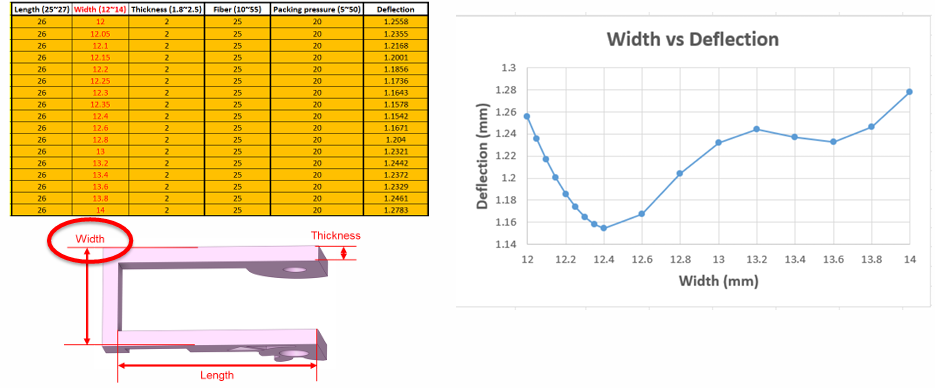
保压压力在5-50Mpa区间均匀分布,随着保压压力的增加,它的变形量是减小的。
直接识别3D模型,如Tech Soft 3D 直接识别图片,如材料性能中的粘度曲线,PVT曲线,注塑机界面等
相关文章:
泰客诺获美国BAP公司授权,承接Moldflow官网认可的材料测试业务